摘要:本文主要论述了抗拉强度1000Mpa以上,延伸率20%的铁铬锰系P550与镍铬铁系Ni718异种材料采用手工TIG焊接时,各焊接工艺因素的影响能力。对比了低热输入及层间温度控制、ERNiCrMo‐3的焊缝低强匹配设计、脉冲与非脉冲的TIG焊接模式等工艺因素条件的焊接试验结果;分析研究发现非脉冲模式时弯曲试件全部断裂,而脉冲模式时弯曲试件全部合格,试验证明了脉冲模式焊接提高焊接接头性能,尤其对于超强钢焊接,在同等工艺的情况下,脉冲模式作用对焊接接头的晶粒细化及机械性能提高有着显著的贡献。
一、应用背景
近年来,随着陆地石油气资源的日趋匮乏,海洋石油开采技术得以迅速发展,并越来越多的国 际石油公司逐步由近海向深海进行开拓,籍此对管道材料的强度、冲击韧性、耐蚀性能、耐磨性能 等都提出了较高的要求。
在此背景下,抗拉强度 1000Mpa 以上的 P550 双相不锈钢及 Ni718 镍基合金材料因兼具以上诸 多性能而在海洋石油气开采系统中得到了愈发广泛的应用。
二、试验母材及坡口形式
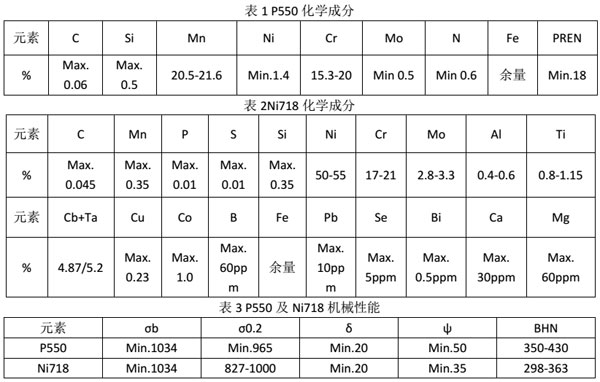
1、母材化学成分及机械性能
本次试验母材为 φ132×25mm 的 P550 及 Ni718,其化学成分分别见表 1 及表 2,机械性能见表3。
2、坡口形式
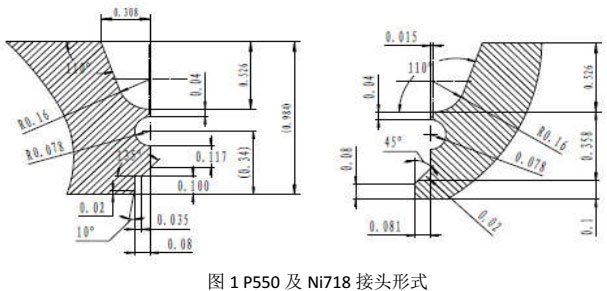
目前深海油气开采中对于 P550 及 Ni718 焊接大多采用半焊啮合型坡口对接形式设计,以利于氮气置换后在焊接接头根部环形通道内形成氮封保护,详细见图 1。
三、焊接性分析
通过表 1 与表 2 计算可知,P550 及 Ni718 的热裂敏感系数 HCS 分别为 0.06 与 1.26,远小于 HCS4
的热裂敏感系数,其主要系 P550 及 Ni718 对 S、P 限制要求非常高,裂纹敏感性低。 虽两种材料的焊接热裂敏感性较低,但由于其热导率低、膨胀系数高、延伸率低,及达 1000Mpa
以上的抗拉强度,且厚度较大,并高达 BHN300 至 430 的勃氏硬度,若控制不合理,尤其在焊接时, 若不能有效控制较低 t8/3 时间,极易造成晶粒粗化而影响工艺评定时弯曲试验结果。
另外,因 P550 及 Ni718 焊接时熔池的流动性较差,焊工操作难度较高,极易产生焊接缺陷。
四、试验项目
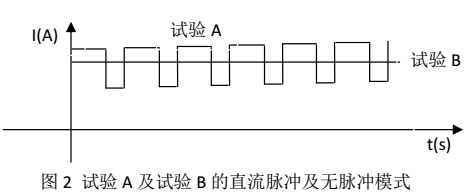
按照强度、性能相近及低强匹配的设计考虑原则,本次试验采用手工全氩焊接方法,焊丝选用 抗拉强度 850Mpa 的 INCONEL625,试验按多层多道焊的直流方波脉冲及无脉冲两种情况组成,详细 见图 2。
试验参数详细如下表 4。

五、试验结果与分析
1、试验结果
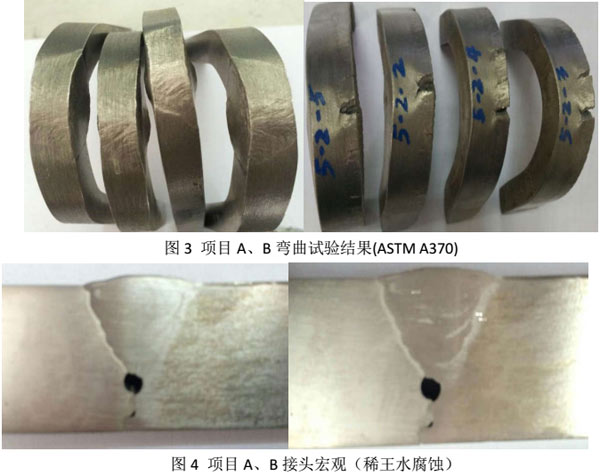
通过以上 A、B 两组试验进行焊接,并按照 ASME IX 进行试验件取样与分析,机械性能结果如表 5,弯曲及宏观照片分别见图 3、图 4。

六、结果分析
通过以上两组试验,发现在相同层间温度控制的情况下,直流方波脉冲焊接时,评定试验结果 尤其是弯曲试验结果完好,而直流无脉冲焊接时,弯曲试件全部开裂,并通过表 5 发现焊缝区的冲 击韧性相比直流方波脉冲焊接时较低,并晶粒度相比亦低一个等级。其原因分析主要归纳如下:
1、 焊接线能量
由表 4 可知,试验项目 A 直流方波脉冲焊接时,其焊接电流的有效值仅 131A,而试验项目 B 为 150A,由此可以得出项目A、B 的最大热输入即单位长度上的焊接线能量分别为11.8KJ/cm、13.5KJ/cm, 即当直流方波脉冲焊接时,焊接线能量更低,即更能保证较低的 t100 时间,有利于避免焊缝及其热 影响区晶粒的过热。
另外,低热输入时更易避免合金元素的烧损,进而对焊接接头的性能有着更高的保障。
2、 脉冲效果
从焊接发现,有方波脉冲时,焊接熔池更易成型,另外其焊接时电流的交替变化而产生的电弧 推力形成了对熔池搅动的作用,易使得长大中的晶粒形成破碎效果,从晶粒度结果亦验证了这一点, 即最终表现为相比无脉冲焊接,更易得到细化的晶粒。
七、结论
对于普通强度较低的 Cr18 型不锈钢及镍基合金材料,无脉冲时的直流手工氩弧焊已有非常广泛 的应用,相比有脉冲焊接,其对焊接接头性能影响不大。
但对于类似 P550 及 Ni718 材料的超强异种钢,有脉冲直流手工氩弧焊时对焊接接头性能贡献的 影响明显,更易于保证焊接接头晶粒细化及弯曲塑性。
另,从两组试验层间温度 Max.100℃的试验结果来看,可以验证 P550 及 Ni718 焊接时较低层间 温度控制的正确性。 作者:魏宏兵,苏州威尔汉姆管道科技有限公司,生产部,18616851995,邮编:215129










